目標を達成するためには、毎日、数値を把握し、どうしてその数字なのかを考え続けることが大切です。
今回は、チャタテ虫の例で考えてみます。
食品工場の包装室で発生するチャタテ虫は、カビの存在を要因として急激に増殖します。条件が整えば個体数は倍々に増えてしまい、モニタリング装置にびっちりついていることに気がつきます。防虫会社の対応を待っている間にも増殖は進むため、現場主体の即時管理が不可欠です。
目標は明確に「包装室の月間捕虫数ゼロ」と設定します。
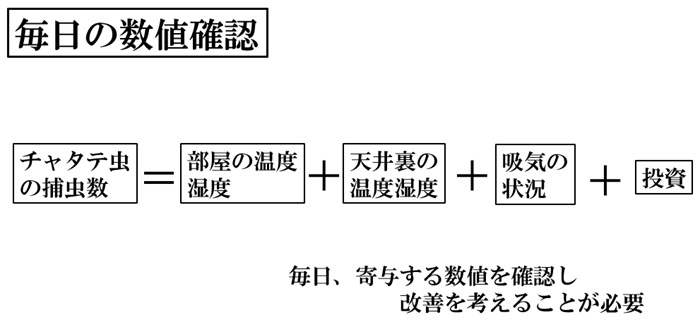
捕虫数を Y とすると、
Y = a + b + c + A + B
ここで、数式は下記を表すと考えてみます。
a:包装室の温度・湿度要因
b:天井裏の温度・湿度要因
c:吸気など外気条件要因
A・B:設備投資や環境改善要因
最も寄与が大きいのはaです。チャタテ虫は高温多湿環境で活発になるため、温度T、湿度Hを毎日記録し管理します。例えば湿度を50%以下に抑えるなど、明確な基準値を設けることが重要です。
次に見落としがちなbとして、天井裏の環境管理があります。結露や断熱不良によりカビが発生すれば、そこが発生源となります。
さらにcとして、吸気の温度・湿度、外気導入条件も管理対象です。外気湿度が高い日は除湿能力を強化するなど、数値に基づく制御が必要です。
A・Bは投資項目です。紫外線殺菌機や除湿機等の導入は、Y → 0 に近づけるための抑制項目と位置付けます。ただし、設備を導入するだけでは効果は限定的で、毎日の数値記録と自分たちでの捕虫数の実測が不可欠です。
また、カビの発生源を徹底的に探します。懐中電灯で壁面、隙間、設備裏を確認し、カビを発見した場合は適切な洗剤で洗浄・殺菌します。構造改善も重要です。例えばアジャスター脚のネジ部にカビが生える場合は、
「清掃困難部位 = カビ発生源」と捉え、ネジ構造を無くすなどの改善を行います。
最終的な考え方は、
管理強化 ⇒ a,b,c の項目の選定、毎日の記録改善 ⇒ Y減少 ⇒ 0達成
という流れです。
チャタテ虫対策は感覚ではなく数値管理です。毎日の温湿度記録と捕虫数の把握、発生源の除去、そして必要な投資。この積み重ねこそが発生ゼロへの最短ルートです。
目標を達成するためには、投資だけではなく目標値に寄与する項目を考え、毎日記録し、どうすれば寄与する数値を変化させることができるかを考え続けることが大切です。